







Blogs
We share with you the latest industry trends, try to solve all your questions about flexible packaging machines and printing machines as well. Read our blogs to keep abreast of what’s new in the industry and in Zonbon.
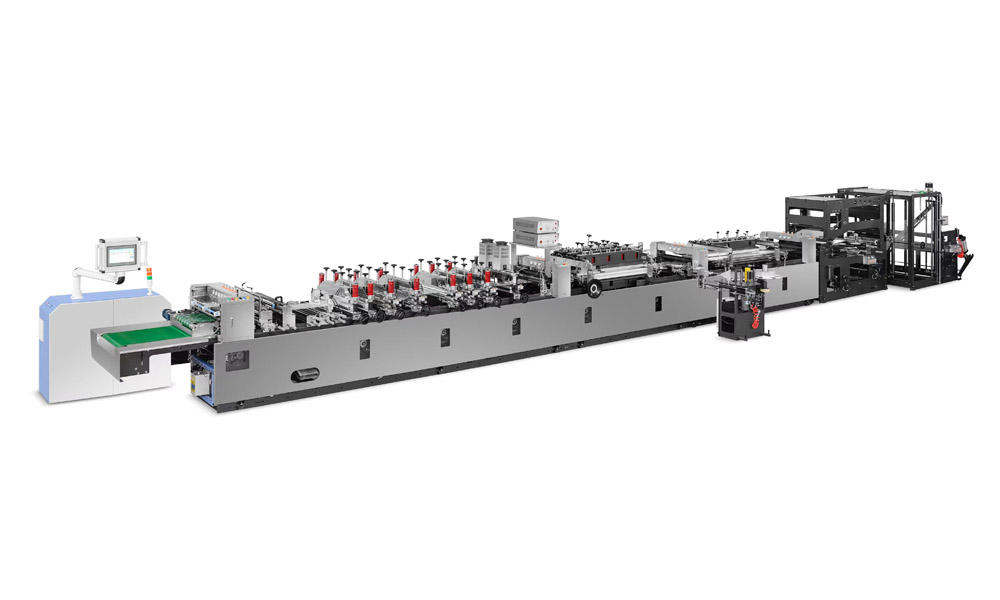
Center seal bags (Center Seal Bag) are a widely used packaging form in industries such as food, pharmaceuticals, and daily chemicals. Their distinguishing feature is the presence of side seals and a longitudinal heat-sealed line in the middle. This packaging design offers excellent sealing properties, aesthetic appeal, and practicality, making it suitable for automated packaging production lines. This article provides a detailed introduction to the production process, material selection, equipment requirements, and quality control points for center seal bags, serving as a professional reference for industry practitioners.
1.1 Structural Components
Center seal bags typically consist of the following parts:
Main Material: Usually a multi-layer composite film (e.g., PET/PE, OPP/CPP) to provide mechanical strength and barrier properties.
Heat-Seal Layer: The inner layer material (e.g., LDPE, CPP) ensures effective heat sealing.
Center Seal Line: The longitudinal heat-sealed line in the middle of the bag, a key feature distinguishing it from three-side seal bags.
Side Seals: Heat or cold sealing on both sides to ensure product containment.
1.2 Application Advantages
Suitable for high-speed automated packaging machines, ensuring high production efficiency.
The center seal design enhances bag pressure resistance, preventing product deformation.
Large printable area, ideal for branding and product information display.
2.1 Material Selection and Lamination
(1) Substrate Selection
Choose composite film materials based on product requirements. Common combinations include:
Food packaging: PET/AL/PE (high barrier), OPP/VMPET/PE (medium barrier).
Daily chemical products: BOPP/CPP, PET/PE.
(2) Lamination Process
Use dry or solvent-free lamination techniques to ensure interlayer bonding strength (≥2N/15mm).
2.2 Printing and Surface Treatment
Gravure printing: Suitable for large-area patterns with high color accuracy.
Flexographic printing: Uses eco-friendly water-based inks, ideal for food packaging.
Surface treatment: Options include corona treatment (improves print adhesion) or metallization (enhances light barrier properties).
2.3 Bag-Making Process
(1) Slitting and Unwinding
Slit the composite film to the required width, ensuring precision with a deviation control system (error ≤ ±0.5mm).
(2) Center Heat Sealing
Parameters: Temperature 150–200°C, pressure 0.2–0.4MPa, time 0.5–1.5 seconds.
Heat seal bar design: Teflon-coated to prevent sticking, ensuring smooth, wrinkle-free seals.
(3) Side Sealing and Cutting
Use double-side heat or cold sealing, with seal strength ≥30N/15mm.
Synchronized cutting ensures uniform bag length (tolerance ±1mm).
(4) Punching and Easy-Tear Features (Optional)
Add hanging holes or easy-tear notches using precision dies as needed.
3.1 Bag-Making Machine Selection
Recommended configurations:
Servo-driven system: Ensures material feeding accuracy (±0.2mm).
PLC control system: Enables closed-loop adjustment of temperature, pressure, and speed.
Online inspection: CCD cameras detect printing defects and seal quality.
3.2 Process Control Points
Parameter Standard Range Testing Method
Heat Seal Strength ≥30N/15mm GB/T 21302-2007
Peel Strength ≥2N/15mm ASTM F88
OTR ≤1.0 cm³/m²·24h·atm ASTM D3985
4.1 Weak Seals
Cause: Insufficient temperature or uneven pressure.
Solution: Calibrate heat seal bar parallelism and increase temperature by 10–15°C.
4.2 Center Seal Misalignment
Cause: Faulty deviation control system or unstable roll tension.
Solution: Inspect photoelectric sensors and adjust unwinding tension (15–20N).
4.3 Print Smudging
Cause: Incomplete ink drying or excessive winding pressure.
Solution: Increase drying temperature (60–80°C) and reduce winding tension.
Industry Trends
Eco-friendly materials: Adoption of biodegradable PLA films and water-based inks.
Smart production: Real-time quality monitoring via MES systems.
Functional innovations: Integration of antibacterial coatings and modified atmosphere packaging.
The production of center seal bags involves interdisciplinary applications of materials science, mechanical engineering, and process control. By optimizing composite structures, precisely controlling heat-sealing parameters, and implementing rigorous quality inspections, high-performance packaging products meeting premium market demands can be produced. Regular equipment maintenance and process audits are recommended to ensure product consistency and reliability.
pre: -
next: -
Zonbon, The Most Professional Flexible Printing and Packaging Converting Machines Manufacturer Around You.
© 2011-2025 Zonbon Printing & Packaging Machinery Co., Ltd. All Rights Reserved
